![]()
Add Your Tooltip Text Here

Bezplatná konzultace
Náš odborný tým AGGLU je připraven vám poradit s výběrem správného lepidla nebo lepicího systému.

Návštěva výroby
Pošleme k vám našeho obchodního a technického zástupce, který bude sledovat celou výrobu a provede potřebné testy, na jejichž základě vytvoříme komplexní řešení.
Výběr správného lepicího systému
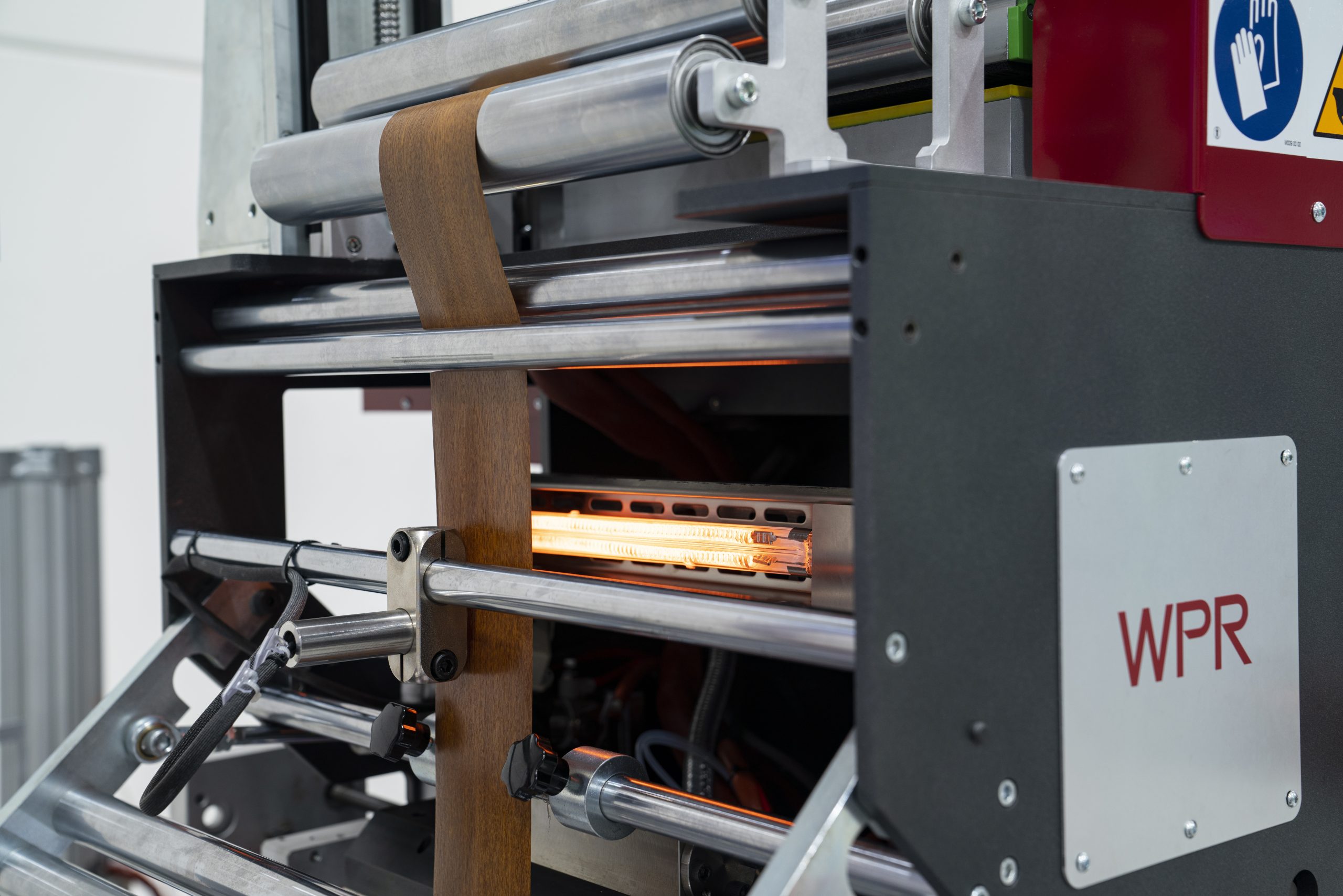
Přinášíme moderní a spolehlivé aplikační technologie do mnoha průmyslových odvětví.

Výběr správného lepidla
Naše distribuce zahrnuje značky jako Neoflex, Leuenberger, Kiilto a Menichetti.

Pravidelná služba
Důslednou péčí o lepicí zařízení můžeme zabránit neplánovaným odstávkám.